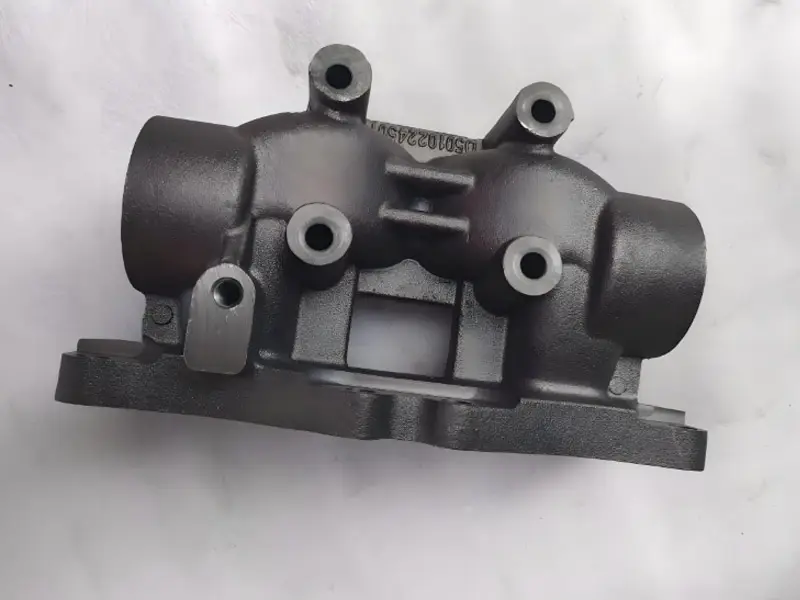
Exhaust Manifold



| Product name: | Exhaust Manifold |
| Keywords: | Exhaust Manifold |
| Industry: | Transportation - Aerospace industry |
| Process: | Casting - Sand casting |
| Material: | Cast steel |
Processing manufacturer
- There are 54 manufacturers that provide similar products
- There are 129 manufacturers that provide this processing technology
- There are 104 manufacturers that provide this material processing service
- There are 140 manufacturers that provide this industry processing service
Product details
The exhaust manifold is a core component of the exhaust system, connected to the engine block, responsible for collecting and guiding exhaust gases from each cylinder into the exhaust pipe. Exhaust manifolds are typically manufactured using casting processes. Casting is the mainstream method for manufacturing exhaust manifolds because it efficiently produces complex shapes and heat-resistant parts. However, in high-performance modification or racing applications, tubular manifolds may also be manufactured using tube welding (non-casting) to optimize performance and reduce weight.
Application of Casting Processes in Exhaust Manifold Manufacturing
Casting processes are suitable for exhaust manifolds due to their complex geometry (requiring connection to multiple cylinders and merging into a single outlet) and high-temperature resistance requirements. Common casting methods include:
- Sand Casting:
- Process: A sand mold is used to shape the manifold, molten metal (such as ductile iron) is poured in, and the mold is removed after cooling.
- Advantages: Low cost, suitable for mass production (such as original factory passenger cars or commercial vehicles).
- Disadvantages: Rough surface, low precision, heavy weight (5-10kg).
- Applications: Commonly found in economy vehicles, such as ordinary family cars from Volkswagen and Toyota.
- Investment Casting (Lost-Wax Casting):
- Process: A precise model is made using a wax pattern, which is coated with a ceramic shell. The wax is melted out, and stainless steel or high-temperature alloy is poured in. The shell is broken after cooling.
- Advantages: Smooth surface, high dimensional accuracy (±0.1mm), suitable for complex designs.
- Disadvantages: High cost, long production cycle.
- Applications: High-end vehicles or modified manifolds, such as BMW M series or AMG models.
- Materials:
- Ductile Iron: High-temperature resistance (up to 800-1000°C), low cost, widely used in original factory manifolds.
- Stainless Steel (e.g., 304 or 409): Corrosion-resistant, lighter weight, commonly used in high-performance or modified manifolds.
- High-Temperature Alloys (e.g., Inconel): Used in racing or turbocharged vehicles, temperature resistance up to 1200°C, but expensive.
Non-Casting Processes: Tubular Welded Manifolds
In high-performance modification or racing applications, exhaust manifolds may not be cast but manufactured by tube welding (called "tubular manifolds" or "headers"):
- Process Flow:
- Tube Selection: Stainless steel (304/316) or titanium alloy, wall thickness 1.5-2.5mm.
- Tube Bending: CNC tube bender bends the tube into the designed shape, matching the exhaust ports of each cylinder.
- Welding: TIG argon arc welding connects the tube sections and flanges, ensuring airtightness and strength.
- Surface Treatment: Polishing or ceramic coating to improve heat resistance and aesthetics.
- Advantages:
- Lightweight: 30-50% lighter than cast iron manifolds (approximately 2-5kg).
- Performance Optimization: Optimizes exhaust flow, reduces back pressure, and increases high-RPM horsepower (can increase by 5-15%).
- Customization: Tube diameter and length can be adjusted according to the vehicle and engine (e.g., turbocharged or naturally aspirated).
- Disadvantages:
- High cost (2000-10,000 yuan, depending on material and brand).
- Complex manufacturing, requiring high-precision equipment and skilled technicians.
- Applications: Racing cars, modified cars (such as Subaru WRX, Honda Civic Type R), or high-end brands (such as Akrapovic, HKS).
Similar products
More
What are the machining processes used for processing axial fan housings
- Process : Sheet metal - Welding
- Material : Carbon steel

Machining Process Analysis of Carbon Steel Fixed Anchor Plates
- Process : Machining - CNC milling or milling machining
- Material : Carbon steel

Heavy-Walled Flange Milling-Turning Machining and Flaw Detection
- Process : Machining - Turning Milling compound
- Material : Alloy steel

Drill Stabilizers Applied in Oil Drilling Platforms
- Process : Machining - Five-axis machining
- Material : Alloy steel

Custom Fabrication of S355JR Welded H-Beams for Construction Projects
- Process : Sheet metal - Welding
- Material : Carbon steel

Precision Machining of U-Steel Profiles for Building Applications
- Process : Stamping - General stamping
- Material : Aluminum

Cone Crusher Mantle
- Process : -
- Material :

Innovative skiving technology: Breaking through the bottleneck of high-density heat dissipation technology
- Process : Surface treatment - Others
- Material : Alloy steel
More products
MoreWhat are the machining processes used for processing axial fan housings
- Process : Sheet metal - Welding
- Material : Carbon steel
Machining Process Analysis of Carbon Steel Fixed Anchor Plates
- Process : Machining - CNC milling or milling machining
- Material : Carbon steel
Heavy-Walled Flange Milling-Turning Machining and Flaw Detection
- Process : Machining - Turning Milling compound
- Material : Alloy steel
Drill Stabilizers Applied in Oil Drilling Platforms
- Process : Machining - Five-axis machining
- Material : Alloy steel
Custom Fabrication of S355JR Welded H-Beams for Construction Projects
- Process : Sheet metal - Welding
- Material : Carbon steel
Precision Machining of U-Steel Profiles for Building Applications
- Process : Stamping - General stamping
- Material : Aluminum
Cone Crusher Mantle
- Process : -
- Material :
Innovative skiving technology: Breaking through the bottleneck of high-density heat dissipation technology
- Process : Surface treatment - Others
- Material : Alloy steel