Car Bumper Beam



| Product name: | Car Bumper Beam |
| Keywords: | Car Bumper Beam |
| Industry: | Transportation - Automobile manufacturing industry |
| Process: | Stamping - General stamping |
| Material: | Alloy steel |
Processing manufacturer
- There are 50 manufacturers that provide similar products
- There are 122 manufacturers that provide this processing technology
- There are 100 manufacturers that provide this material processing service
- There are 199 manufacturers that provide this industry processing service
Product details
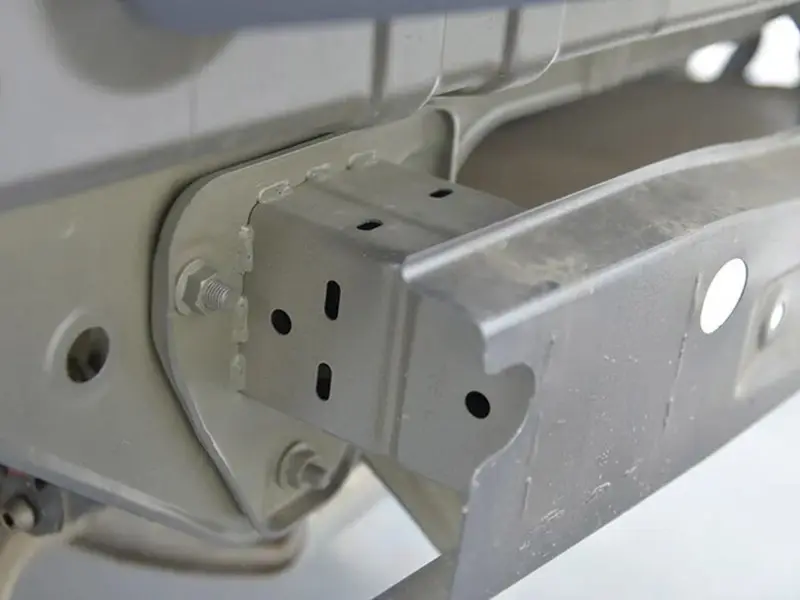
The car bumper beam is a core safety component inside the front and rear bumpers of a car, used to absorb collision energy and protect the vehicles structure and passenger safety. Car bumper beams are mainly manufactured using stamping, roll forming, or extrusion, combined with welding or riveting processes. Casting processes (such as sand casting or die casting) are rarely used in bumper beam manufacturing because bumper beams require lightweight, high strength, and specific geometric shapes, making stamping or extrusion more suitable for these requirements.
Manufacturing Process of Bumper Beams
The production process of bumper beams mainly includes the following steps:
Material Selection
- High-Strength Steel (HSS):
- Common Materials: Boron steel, Dual-Phase steel (DP steel, such as DP600, DP800), or Advanced High-Strength Steel (AHSS).
- Advantages: High strength (tensile strength 600-1500 MPa), moderate cost, accounting for about 70% of the market.
- Applications: Economic and mid-range models, such as Volkswagen and Toyota.
- Aluminum Alloy:
- Common Materials: 6061 or 7075 aluminum alloy.
- Advantages: Lightweight (about 30-40% lighter than steel), corrosion resistance.
- Applications: High-end models or electric vehicles, such as Tesla and Audi.
- Composite Materials (Rare):
- Such as Carbon Fiber Reinforced Plastic (CFRP), used in supercars or high-end modified cars, extremely lightweight but high cost.
- Thickness: Steel bumper beams are generally 1.5-3mm thick, and aluminum alloy beams are 2-4mm thick.
Design and Planning
- Functional Requirements:
- Absorb collision energy (low-speed collisions <16 km/h, high-speed collisions >40 km/h).
- Cooperate with the bumper shell and energy-absorbing box (crash box) to disperse impact force.
- Comply with regulations, such as China C-NCAP, Europe Euro NCAP, or the United States IIHS standards.
- CAD Design:
- Use software (such as CATIA, SolidWorks) to design 3D models, optimizing cross-sectional shapes (commonly U-shaped, box-shaped, or corrugated).
- Finite Element Analysis (FEA) simulates collision performance to ensure energy absorption and structural rigidity.
- Lightweight Design: Reduce weight by optimizing material thickness and geometric shapes (steel beams weigh about 5-10kg, aluminum beams weigh about 3-6kg).
Forming Process
- Stamping:
- Process: Place a steel or aluminum sheet in a stamping die and form it into a U-shaped or box-shaped structure using a hydraulic or mechanical press (pressure 1000-5000 tons).
- Advantages: High precision (±0.1mm), suitable for mass production.
- Applications: The most common process, accounting for more than 80% of bumper beam production.
- Roll Forming:
- Process: Steel or aluminum strips are gradually formed into specific cross-sections through continuous rollers.
- Advantages: Suitable for long strip beams, high material utilization.
- Applications: Commercial vehicle or truck bumper beams.
- Extrusion:
- Process: Aluminum alloy is extruded into complex cross-sections (such as hollow structures) through an extruder (2000-5000 tons).
- Advantages: Lightweight, suitable for complex geometric shapes.
- Applications: High-end models or electric vehicles.
- Hot Forming:
- Process: Boron steel is heated to 900°C and then stamped, resulting in ultra-high strength after cooling.
- Advantages: High strength, lightweight.
- Applications: Vehicles with high safety requirements, such as Volvo and BMW.
Machining and Assembly
- Cutting and Trimming:
- Use laser cutting or plasma cutting to trim the edges to ensure dimensional accuracy.
- Drill or punch holes for installing bolts or energy-absorbing boxes.
- Welding/Connection:
- MIG/TIG Welding: Connect the bumper beam to the energy-absorbing box or the vehicle frame.
- Riveting or Bolting: Used for aluminum alloy beams to reduce thermal deformation.
- Spot Welding: Commonly used for steel beams, high efficiency.
- Reinforcements: Add steel plates or ribs in high-stress areas to improve impact resistance.
Surface Treatment
- Electroplating/Hot-Dip Galvanizing: Coat steel bumper beams with a zinc layer (thickness 10-20μm) to prevent corrosion.
- Anodizing: Surface treatment for aluminum alloy beams to improve corrosion resistance and aesthetics.
- Powder Coating: Some bumper beams are sprayed with anti-corrosion coatings, resistant to high temperatures and chemical erosion.
Previous article : Exhaust Manifold
Next article : Automotive Leaf Spring Suspension
Similar products
More
What are the machining processes used for processing axial fan housings
- Process : Sheet metal - Welding
- Material : Carbon steel

Machining Process Analysis of Carbon Steel Fixed Anchor Plates
- Process : Machining - CNC milling or milling machining
- Material : Carbon steel

Heavy-Walled Flange Milling-Turning Machining and Flaw Detection
- Process : Machining - Turning Milling compound
- Material : Alloy steel

Drill Stabilizers Applied in Oil Drilling Platforms
- Process : Machining - Five-axis machining
- Material : Alloy steel

Custom Fabrication of S355JR Welded H-Beams for Construction Projects
- Process : Sheet metal - Welding
- Material : Carbon steel

Precision Machining of U-Steel Profiles for Building Applications
- Process : Stamping - General stamping
- Material : Aluminum

Cone Crusher Mantle
- Process : -
- Material :

Innovative skiving technology: Breaking through the bottleneck of high-density heat dissipation technology
- Process : Surface treatment - Others
- Material : Alloy steel
More products
MoreWhat are the machining processes used for processing axial fan housings
- Process : Sheet metal - Welding
- Material : Carbon steel
Machining Process Analysis of Carbon Steel Fixed Anchor Plates
- Process : Machining - CNC milling or milling machining
- Material : Carbon steel
Heavy-Walled Flange Milling-Turning Machining and Flaw Detection
- Process : Machining - Turning Milling compound
- Material : Alloy steel
Drill Stabilizers Applied in Oil Drilling Platforms
- Process : Machining - Five-axis machining
- Material : Alloy steel
Custom Fabrication of S355JR Welded H-Beams for Construction Projects
- Process : Sheet metal - Welding
- Material : Carbon steel
Precision Machining of U-Steel Profiles for Building Applications
- Process : Stamping - General stamping
- Material : Aluminum
Cone Crusher Mantle
- Process : -
- Material :
Innovative skiving technology: Breaking through the bottleneck of high-density heat dissipation technology
- Process : Surface treatment - Others
- Material : Alloy steel